




1.平面度の定義
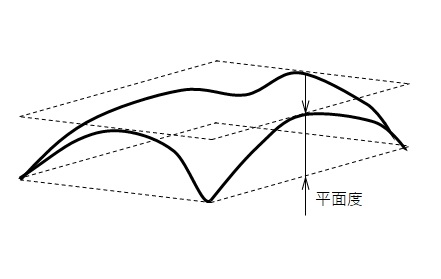
平面度は「JIS B 0621」では 「平面形体を幾何学的平行二平面の間隔が最小になる場合の二平面の間隔で表す」としています。
やっぱりよくわからない。
平面度は単純に「どれだけ平面か?」を数値で評価したものなんです。図のような感じなのですが、これを数値化するのがかなり難しいんですね。
また、この計算をする際に平行度を含んだ状態を平面度としてしまう人が多くいます。また平面度は複数断面の最大最小差であるのに対して、真直度は任意位置断面での最大最小差になるため、これも混同しやすい点ですね。
過去記事で平行度、真直度の解説をしていますので、こちらを参考にしてもらえば、理解できると思いますので、ぜひ一読くださいね。
https://www.taikick2020.com/shinchoku/
2.平面度と真直度と平行度は混同しやすい
まず始めに理解しなければならないのは、「平面度にはデータム(基準)がない」ということです。平面度は真円度や真直度のようににデータムの概念がなく、平面度にデータムの概念を取り入れると、複数軸の平行度になります。下図を例として解説します。
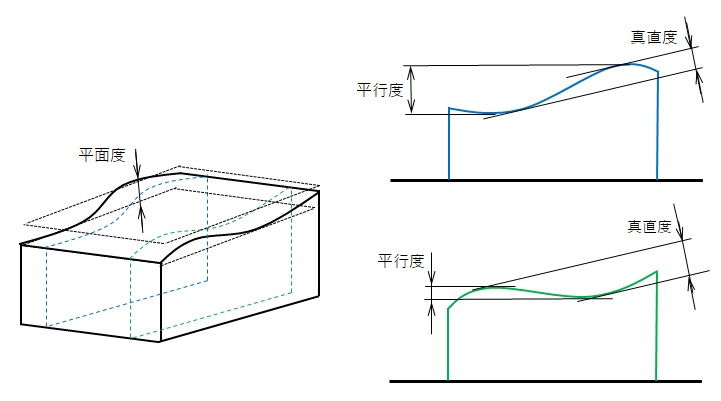
ある立方体上面の評価をする場合、任意位置の断面(一軸方向)を切り取ると、そこには平行度と真直度が含まれます。また同様に別の位置の断面を切り取っても、平行度と真直度が含まれますが、この両者の値は異なります。
この中でも複数断面の真直度の最大最小差を評価したものが平面度になり、この立方体には「真直度と平行度」もしくは「平面度と平行度」の要素が含まれることになります。そのため、平面度(真直度)と平行度は別々に図面指示しなければならないのです。
3.平面度の測定(評価)方法
平面度はさまざまな方法で評価ができますが、こちらも平行度や真直度のように決まった評価方法は定められていません。図面上の定義は決まっていても評価方法が違うと、同じモノでも測定値が違うことがよくあるため、幾何公差に限った話ではないですが、事前に設計者と測定者が協議して決めた方がよいです。
3.1 ハイトゲージによる複数点測定による平面度の測定(評価)
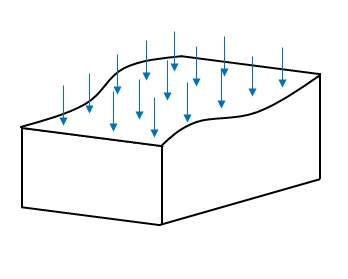
定盤などの平行な面に測定ワークを固定し、複数個所のワーク高さを測定します。上述したように平面度と平行度は異なる要素なので、測定したそれぞれの点のワーク高さの最大最小差を平面度にはできません。
そのため、真直度と同じように傾き(平行度)の成分を除去しなければならないのです。傾き成分を除去する方法として、いろいろな計算方法があるようですが、もっとも単純でわかり易い方法を解説します。
3.1.1平面度の傾き成分を除去する計算方法とは、、、
まず理解しなければならないのは平面度は相対値評価であるということです。もう少しわかりやすく言うと、ワーク高さは測定基準となる定盤からワークまでの高さ寸法になり、これは絶対寸法になります。しかし評価するのは上面の平面度合いなので、ある任意の位置(測定点)をゼロにセットしなければなりません。
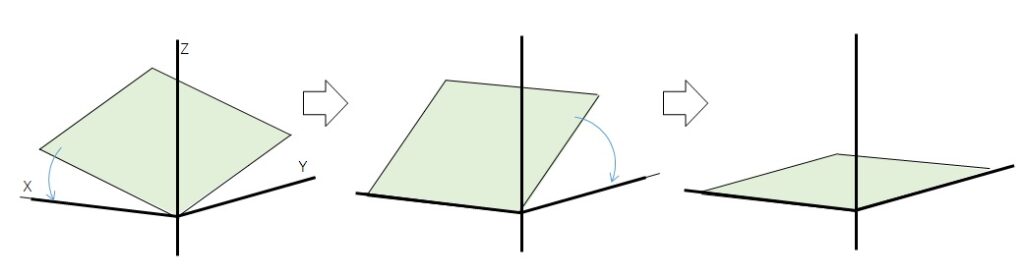
便宜上、図のようにXY軸の公差する点をゼロとします。すると、Y軸が0のX軸の傾きを補正し、同様にX軸が0のY軸の傾きを補正した測定点の最大最小差が平面度になります。では具体的な計算結果を見て見ましょう。
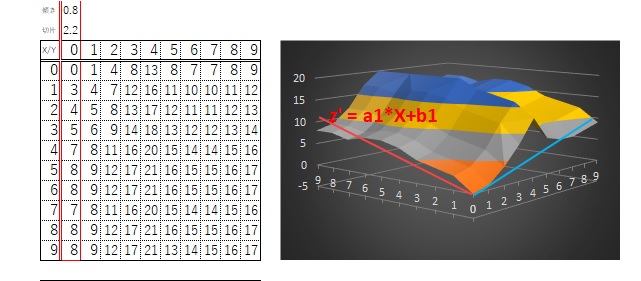
まずは真直度で計算したようにエクセルの関数を利用すると傾き(a1)は[=INDEX(LINEST(Z軸,X軸),1)] 切片(b1)は[=INDEX(LINEST(Z軸,X軸),2)]で求めることができます。その傾きと切片から求められる値(z’ = a1x’+b1)からワーク高さ(Z軸の測定値)をマイナスさせます。つまり、[X軸補正後のZ値(Zx) = Z – z’]なので、[Zx = Z – (a1x’+b1)]となります。
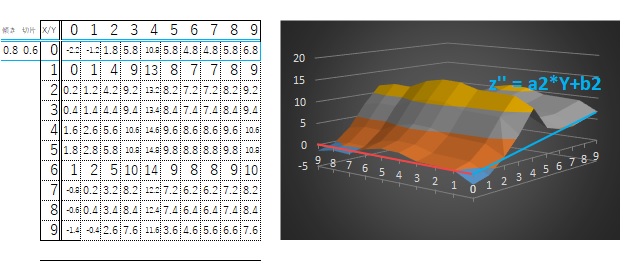
次はこのX軸補正後のZ値をさらに補正します。
Y軸の傾きを補正するので、傾き(a2)は[=INDEX(LINEST(Z軸,Y軸),1)] 切片(b2)は[=INDEX(LINEST(Z軸,Y軸),2)]で求めることができますね。こちらも同様に傾きと切片から求められる値(z” = a2y’+b2)からワーク高さ(Z軸の測定値)をマイナスさせます。[Y軸補正後のZ値(Zy) = Zx – z”]なので、[ Zy = Zx – (a2y’+b2)]となります。
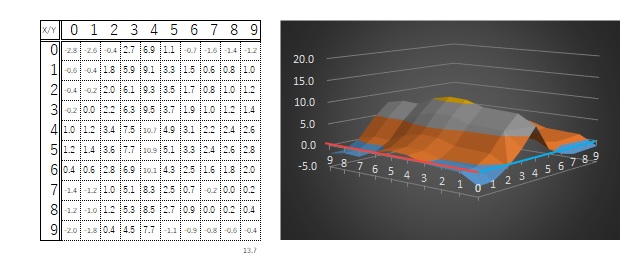
以上です。


コメント