



切削加工は「金属を(金属の)刃物で削り取る事」としています。この刃物ってものはものすごい種類があります。身近なものでははさみ、ノコギリ、ヤスリ、カッター…などが挙げられ、木材や紙などを切断したり、削ったりするものですね。機械加工で使用する刃物は工具と呼ばれ、大きくは「工具が回転」「加工物が回転」の2通りの加工方法に分類されます。まずは加工機の構造を知ることでそこで使用される工具も知ることができます。
「工具が回転」 :ボール盤、フライス盤、マシニングセンタ… 「加工物が回転」:旋盤
他にもいろいろなものがありますが、まずは基本のボール盤を説明します。
1.ボール盤
工業系の学校に通っていた人は聞いたことや、触れたことがあり、穴を開けるということは知っていますよね。このボール盤、機械加工の一番最初にやる基礎中の基礎の加工機ですが、いろいろな加工機の中でも1、2位を争うほどの危険な加工なんです。
「カバーがない」 「回転する部分がむき出し」 「初心者でも簡単に使できる」
皆さんも注意して使用してくださいね。特に手袋をしたまま作業をするのはとても危険なのでやめましょう。
ボール盤は穴を開けることだけを目的として生まれたもので穴を開ける以外の加工はほぼできないため、ボール盤で使用する工具はドリルになります。ボール盤は図のように上部のモータをベルトでつなぎ、ベルトが回転することで軸が回転し、ドリルも回転します。加工はレバーを手前に引くことで軸が上下し、ドリルが降下します。ドリルが降下することで加工物に穴が開きます。それぞれの部品には名称があり、以下にそれを説明します。
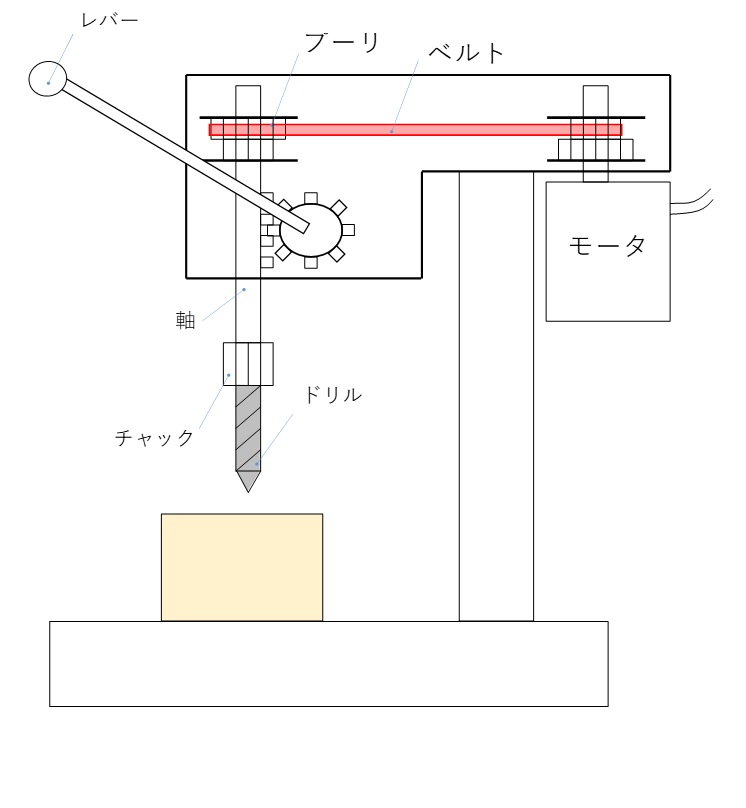
【チャック】
工具(ドリル)を固定するための部品。チャックの外側を回転させるとチャック内の内径寸法が大きくなったり、小さくなったりします。内径部分にドリルの根本を差し込み固定します。
【ベルト】
モータの動力を軸に伝達させるためのゴム状の輪っか。
【プーリ】
モータの回転速度は一定でもプーリを使用することで軸の回転速度を変えることができる。
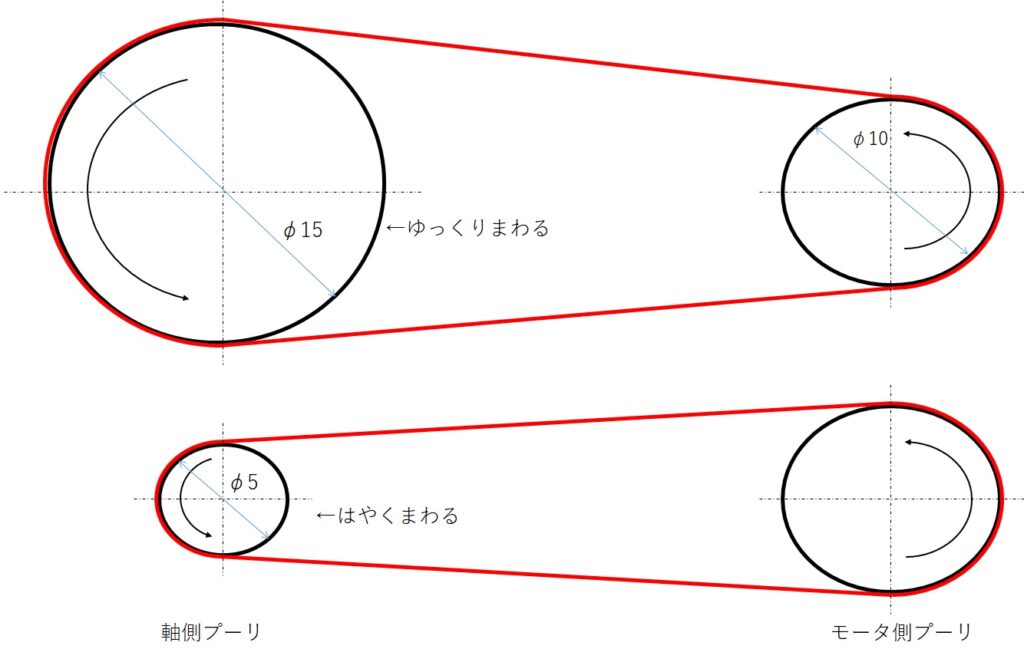
例: ①:モータ側のプーリ径は一定で、軸側のプーリを大きくすると軸の回転は遅くなる。 モータ側プーリ径φ10が一回転すると移動するベルトの距離:10*π =約30mm 軸側プーリ径φ15が一回転すると移動するベルトの距離:15*π =約45mm ⇒モータが一回転すると軸は30/45回転するため、2/3回転するため、軸はゆっくり回転する。 ②:モータ側のプーリ径は一定で、軸側のプーリを小さくすると軸の回転は速くなる。 モータ側プーリ径φ10が一回転すると移動するベルトの距離:10*π =約30mm 軸側プーリ径φ5が一回転すると移動するベルトの距離:5*π =約15mm ⇒モータが一回転すると軸は30/15回転するため、2回転するため、軸ははやく回転する。
【レバー】
ドリルの加工深さを調整できる機構。レバーの下がる位置をストッパで調整することで、レバーがストッパ以上に下がることがないため、穴深さの調節が可能。
2.ドリル
ドリルって皆さんが勘違いしていることが結構あるんです。わたしの体験からほとんどの人が思い込みで知らないけど重要なポイントがいくつかあります。
2.1ドリルの刃は底にしかない
ドリルの刃は底にしかないため、穴を大きくすることはドリル径を大きくする以外の方法がありません。またドリルの外径面には刃がついていないため、ドリルは横方向の負荷を受け流すことができないです。さらにドリルには切粉を上部へ逃がすためのらせん状の溝が2本あるので、ドリルの芯になる部分はドリル径の1/2~1/3程度なんですね。そのためドリルは横方向の負荷に弱く、ドリルが曲がったり、たわんだりするとすぐに折損する危険があります。
2.2ドリルの刃は2枚
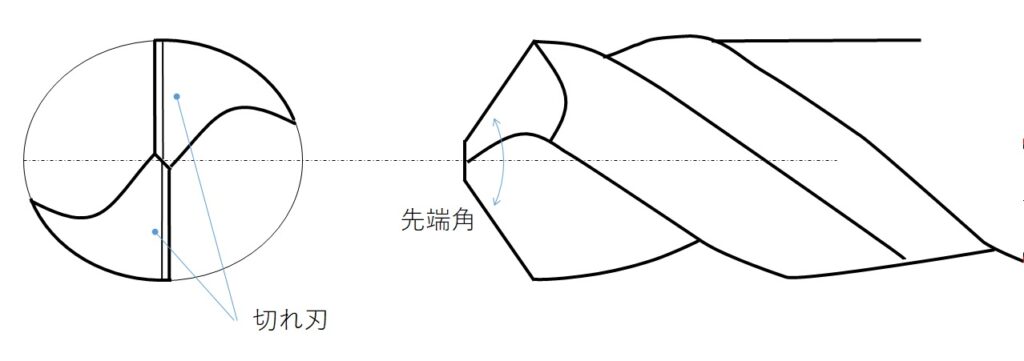
ドリルの刃は底面にあるのですが、この刃は2枚あり、1回転中に2回刃が加工物と接触することになります。ドリルは回転しながら下がっていくため、素早く下げるとドリル1回転当たりの加工量は増え、ゆっくり下げると1回転当たりの加工量は減ります。
一般的な目安としてドリルは1刃当たり0.1~0.2mm/rev(1回転当たり0.1~0.2mm加工する) と言われています。そのため回転数に応じて、ドリルを降下させるスピードが変わってきます。
例)
・ドリルの回転数:500rpm(1分間あたり500回転)
・1刃当たり:0.2mm/rev ※”rev”は回転(revolution)のこと
にするためのドリルの加工スピードは?、、、
ドリルは2枚刃なので、
0.2×2=0.4mm/rev
回転数500rpmで、0.4mm/revでドリルが進むとすると、
0.4×500=200mm
1分間で200mm進むスピードは、、、 200mm/min
実際、加工速度はマシニングセンターなどのNCプログラムで加工する際の設定値になるので、ボール盤で加工する場合の加工速度は手の感覚に頼ることになるのでかなり適当です。しかし、ボール盤を使用する場合でも加工速度を早くしなければならない、遅くしなければならないを知る必要があるので加工速度の考え方は理解しておきましょう。なお、加工速度には「周速度」呼ばれる超重要な要素がありますが、これは別の記事で紹介したいと思います。
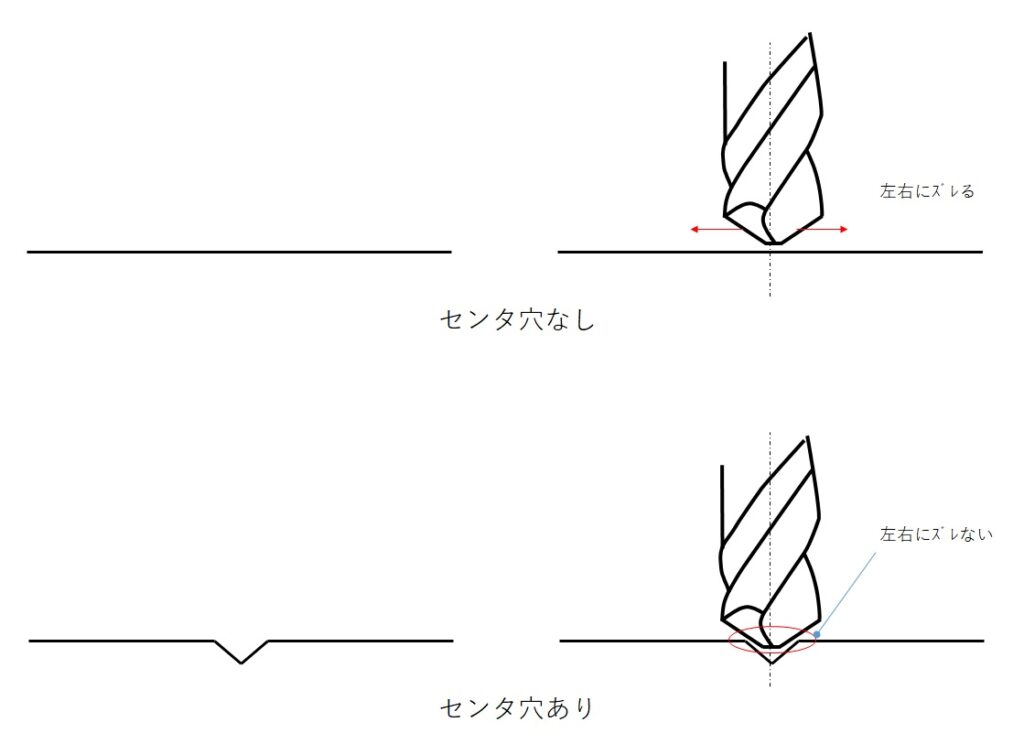
2.3ドリルの先端は尖ってない
すべてのドリルではないですが、ドリルの先端は(ツンツンに)尖ってないんです。よく見ると先端はフラットになっています。そのためフラットな加工面に先端がフラットなドリルを突っ込むとドリルは左右に振れ、本来穴を開けたい位置とは異なる位置にズレて加工されます。穴を決まった位置に加工したい場合はセンタ穴を開ける必要があります。センタ穴はセンタドリル、ポンチで開けることができ、以下のような順番で穴を加工することが一般的です。
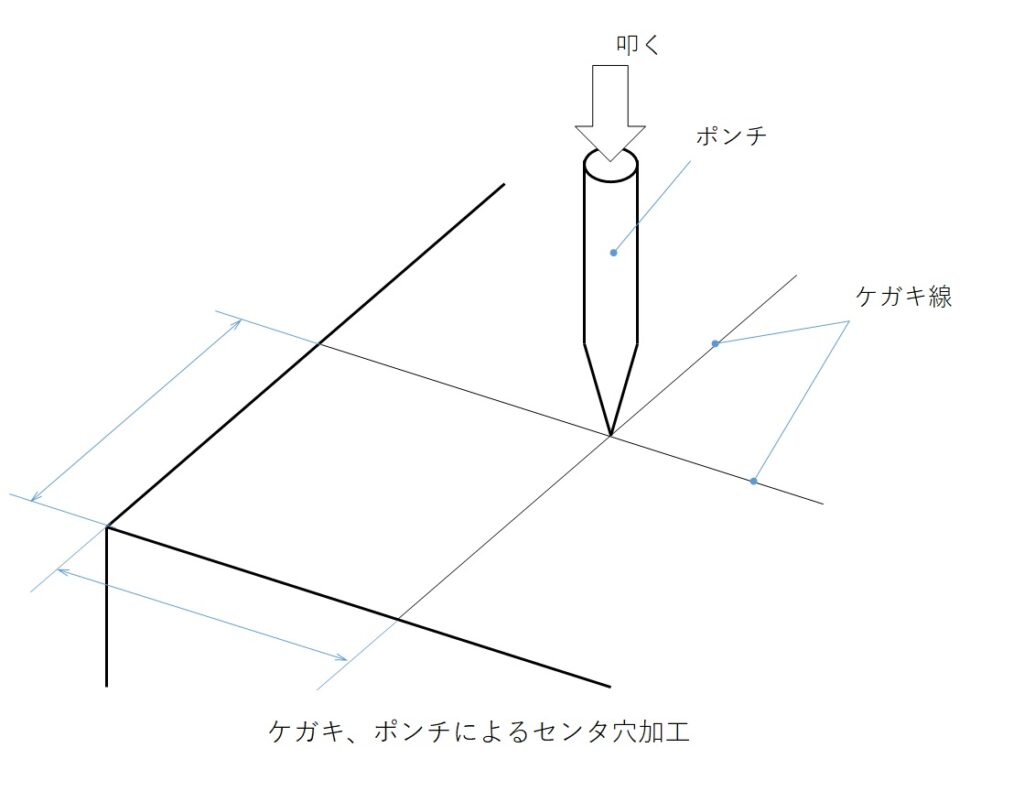
穴を開ける手順としては加工物の端面からX方向とY方向に開けたい位置を「ケガキ」と呼ばれる線を引きます。この線は加工物に線状のキズをつけるようなイメージです。この線キズが交差する部分にポンチを打ちます。ポンチの先端は尖っているため、加工物に円錐状の窪みができ、これがセンタ穴になります。このセンタ穴とドリルの先端部分が合う位置に加工物をセッティングし、ドリルを降下させます。
3.まとめ
- ボール盤は穴を開けるための加工機
- ボール盤は回転数を変更したり、ドリルを付け替えたり、加工深さを調整できる機能がある。
- ドリルは底にしか刃がなく、横方向の負荷に弱い・ドリルの加工(降下)速度は回転数によって変更しなければならない
- ドリルの先端は尖ってないので、センタ穴を開けてから加工しないと穴の位置がズレることがある。
以上です。


コメント