




寸法公差はわかるが、幾何公差っていうものがわからないって人多いんではないでしょうか? 幾何公差とは丸、四角などの形状具合を数値化して規格管理できるようにするものです。
・真円度はどのくらい「真円」であるか?
・真直度はどのくらい「まっすぐ」であるか?
・平面度はどのくらい「まったいら」であるか?
これらの定義がどのようなものかはおおよそ検討がつきますよね。ですが、位置度ってわかりますか? 位置度は図面上の定義も難しいのですが、それを測定、評価するとなるとさらにむずかしくなるんです。今回は幾何公差の中で、個人的に理解するのに苦しめられた位置度に特化して解説したいと思います。
位置度の定義は「決められた位置」にいるか? なんですが、わかりますか?
ぜんぜんわかりません。
1.幾何公差の位置度とは
前述した通り、位置度は「どのくらい決められた位置にいるか?」の度合いを規格化したものです。もう少しかみ砕くと、ここで言う位置とはある形状の中心位置がある基準(線、原点)に対してどのくらいズレているかを評価したものを指します。
X軸方向とY軸方向に穴位置を記した図面が以下のように2種類あります。
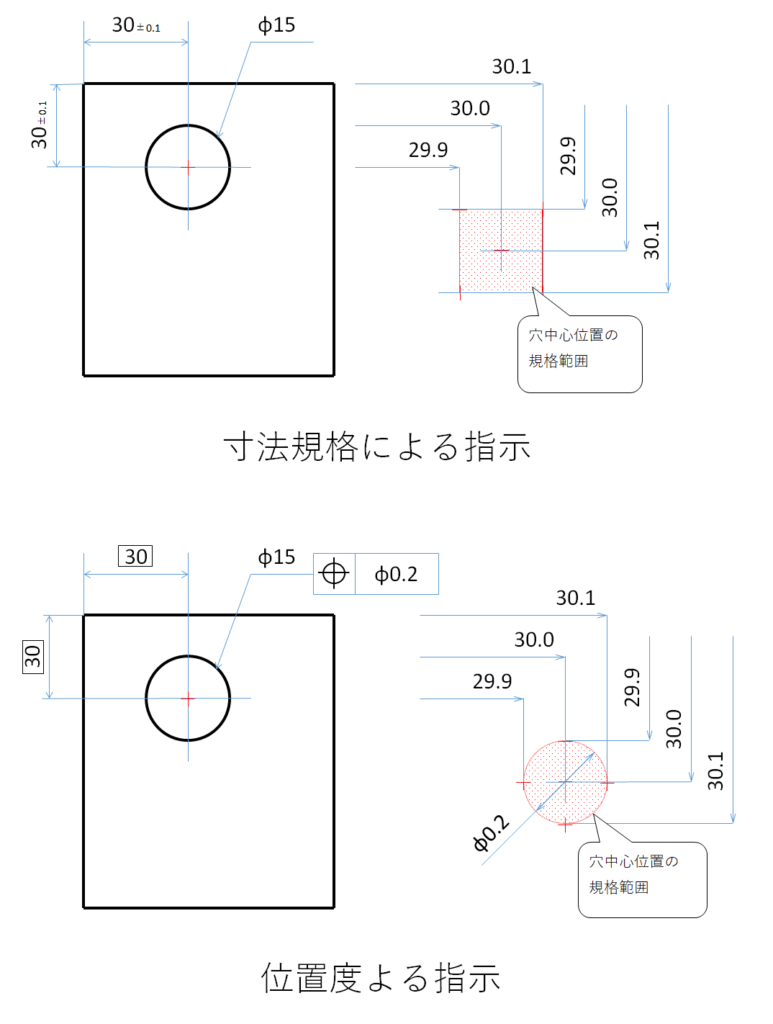
上図は寸法指示したもので、下図は位置度で記したものです。同じような規格ですが、厳密には違います。
寸法指示ではφ15穴中心がXY軸方向に29.9~30.1の位置であるかの規格であるのに対して、位置度ではXY軸30.0を基準としてφ15穴中心がφ0.2の範囲内であるかを規格しています。
このように位置度は「ある基準(X30とY30)に対して、直径の規格(φ0.2)の範囲内であるか?」を定義しています。
ここで言う直径は厳密な定義としては円筒なので、φ0.2の円筒の中に穴中心がないとならないということです。しかし、実際の製造現場では3次元測定機以外の投影機やピッチノギスで測定することもあり、2次元的な考えで合否を判断することが多いので、ここでは2次元の直径として解説します。なお、いろんな意見はありますが、位置度を円筒を含んだ測定をすると十分な測定点が確保できない事もあるため、穴自体を円筒度や直角度で規制した方がモノづくりとしては現実的と考えます。
前述したように実際の製造現場では三次元測定機が準備できないために投影機や、ピッチノギスで測定することもよくあります。特にピッチノギスで測定する場合は以下のようにXY軸に対して、ふたつの基準軸からの距離を測定し、その距離から位置度を求めます。
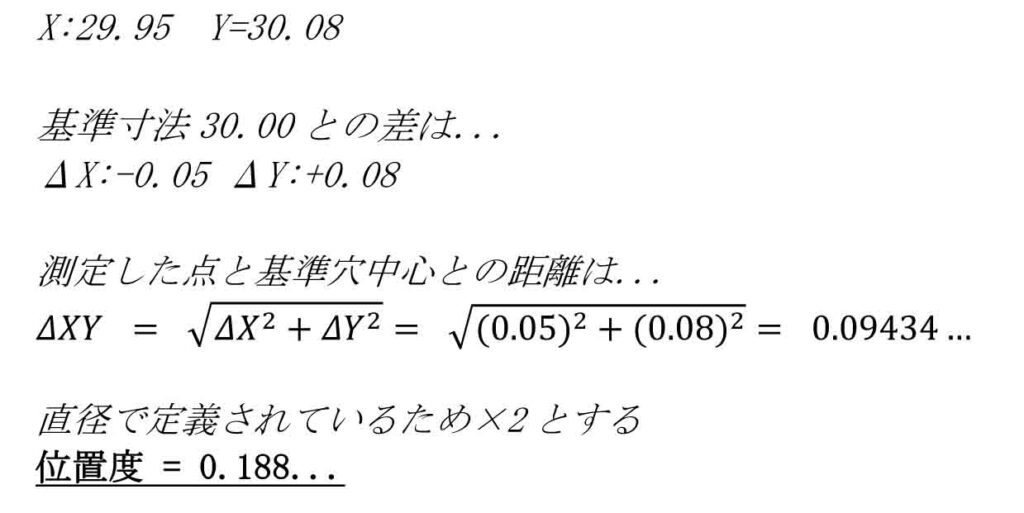
この結果からは位置度の規格は0.2なので、0.188であれば規格内ですね。
2.データムとPCDを含んだ位置度
もうひとつ例として
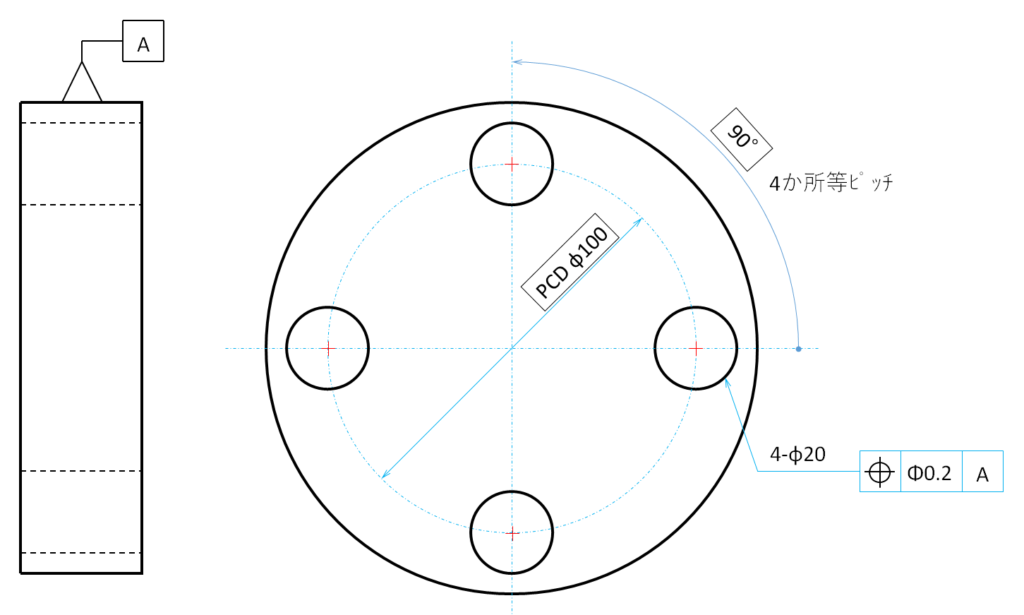
図のような円盤にPCDφ100上に等間隔で4か所、φ20の貫通穴が開いているものがあります。位置度の規格は0.2となっており、基準は[A]としています。
参考までにPCDとは[Pitch Circle Diameter]の略で仮想円上のピッチ寸法を意味しています。
まず基準を確認しましょう。
□(四角)で囲われているのは「PCDφ100」と「90°」ですね。次にデータム面として[A]が指示されてますね。これは外径を指しているので、外径中心が基準になります。
まとめると基準は「PCDφ100」「(等間隔)90°」「外径中心」です。これをそれぞれのφ20穴に当てはめると、各穴の基準となる中心位置(座標)は以下の通りですね
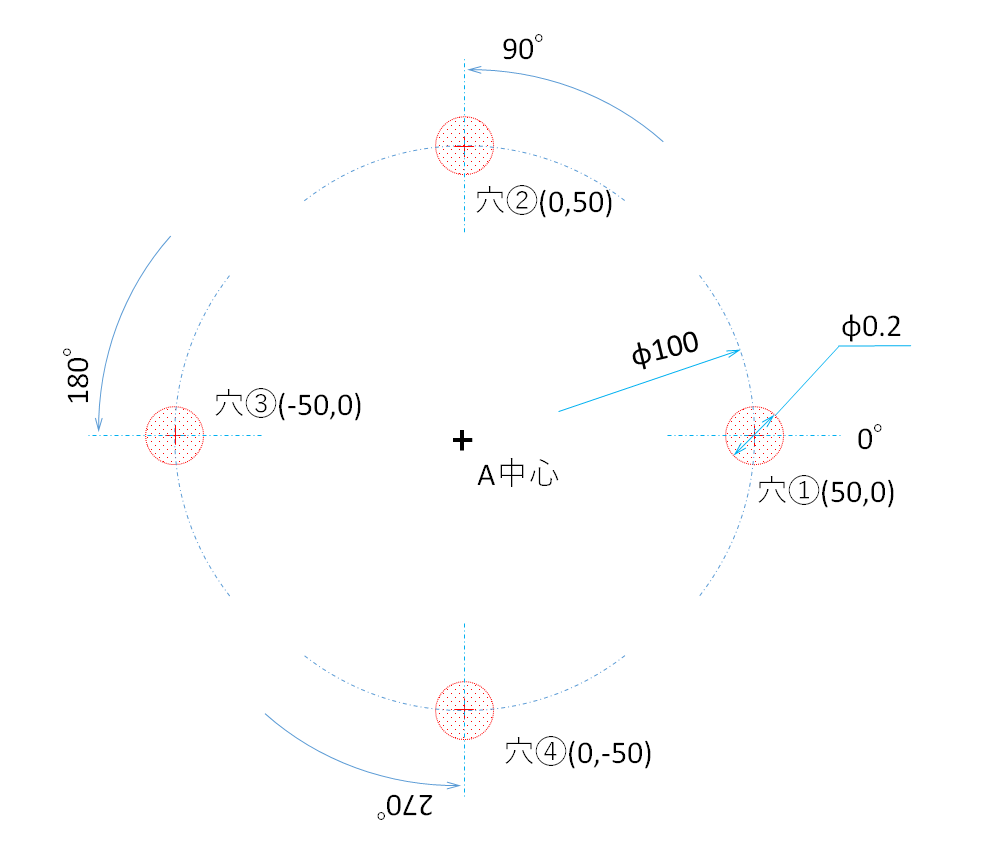
ただし、これだけでは測定をすると問題が生じます。測定をする時、基準となる中心を外径から決めますが、基準となる軸は外径からでは決められません。そこで基準軸を決めるのですが、実はこの軸の設定の仕方に決め事がないのです。ここからは個人的な経験が含まれているので、正解という訳ではなく、一例として参考にしてください。
3.位置度の測定で設定すべき基準軸
基準軸を決めるためには線の要素が必要になります。線を描くためには2点を結ぶ必要があり、各円中心点から2つ以上選びます。中心点の選び方として「①:基準点と0°としたい円中心」と「②:0°と180°としたい円中心」ふたつの選び方があります。
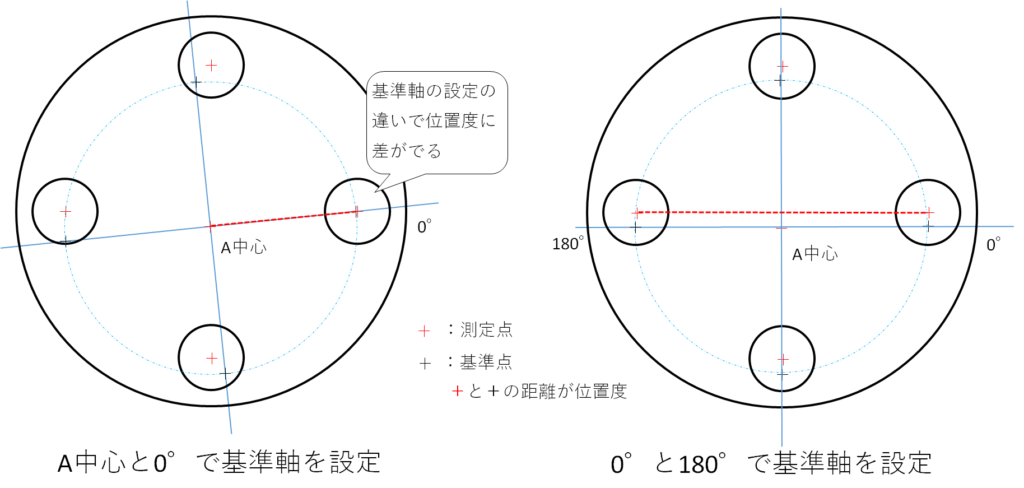
左図➀であると0°の円中心についてY方向のズレ量はゼロになりますが、それ以外の穴の位置度は大きくなります。しかし右図②であると0°、180°を基準としているため、原点からY方向にズレますが、それ以外の穴の位置度が大きくなることはありません。図を見てわかるように同じ精度で測定しているにもかかわらず、基準軸の設定方法の差で値が大きく違うんですね。
図面に位置度を規制する理由として、相手部品との取付精度を管理したいという目的があります。実際に取り付ける場合、各穴がすべて相手部品と勘合するように調心するため、目的に合った測定としては②が適していると考えます。ただし、②の方法は偶数穴である場合のみ設定できる方法なので、奇数穴の場合は①を選ばざるを得ないです。①で位置度がNGとなったとしても、実際の相手部品に取り付けると無理なく取り付けることができると言うことはよくあることなんです。
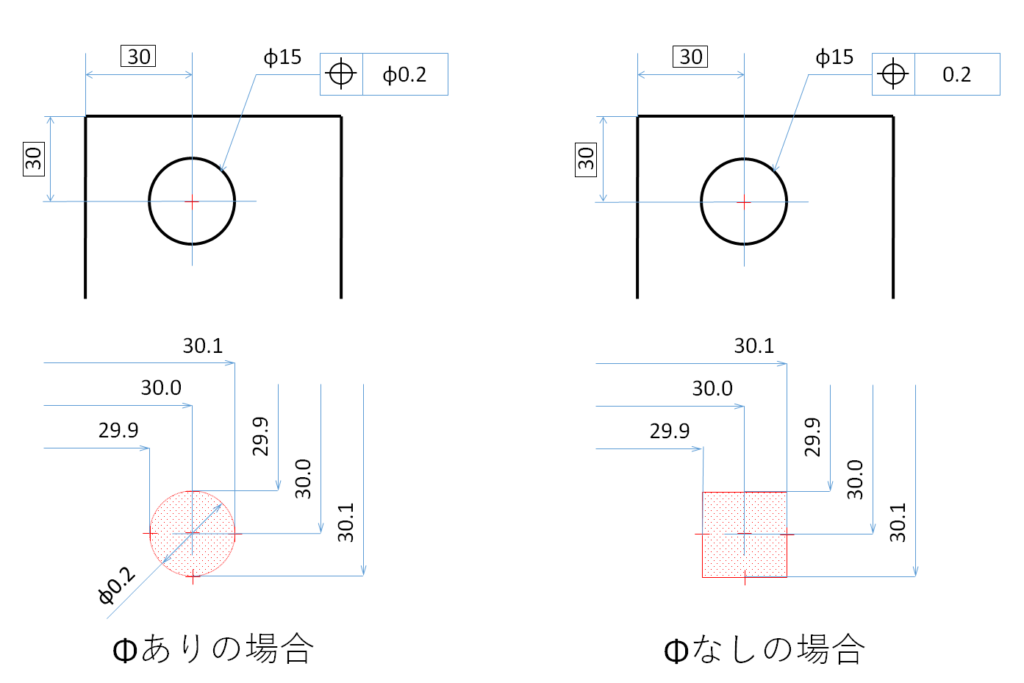
4.ΦありとΦなしの規格範囲
これまで説明した内容では位置度の値は「Φ※※」とあり、中心位置が直径 「Φ※※」 の円の中にあれば合格と判断できると説明しましたね。ただし、この値は「Φあり」と「Φなし」があり合格と判断する範囲が異なります。くわしくは下図のとおりで、一見見落としがちなんですが、測定時は図面をよく確認しましょう。特に3次元測定機で測定する場合は測定時の計算アプリケーションで 「Φあり」「Φなし」が選択できるようになっているため、慣例的に見落とさないように注意しましょう。
以上


コメント
参考にさせてもらっています。わかりやすくて助かります。
途中の位置度の計算で√0.089=0.09434…と出てきますが
√0.089は0.2983…のような気がするのですが、何か間違えているんでしょうか?
おっしゃる通りです。
正しくは、、、
√(0.05^2+0.08^2)=√(0.0025+0.0064)=√(0.0089)= 0.09434…=0.1887…