




同じ面に真円度と円筒度があれば、両方評価(測定)しなくてもいいですか?
うーん。何とも言いきれないけど、、、両方測定した方がよいですね。
でも真円度がNGだと、だいたいは円筒度NGですよ。真円度だけでよくない?
加工方法にもよるし、どういう形状をどのように測定するかで、変わるので「真円度だけでok」とも言い切れないのよ
ちょっと何言ってんだかわからないです。
1.定義
円筒度は「JIS B 0621」には以下のように定義されています。
円筒形体をふたつの同軸の幾何学的円筒で挟んだとき、同軸二円筒の間隔が最小となる場合の二円筒の半径差で表す。
「JIS B 0021」では図でも説明されています。
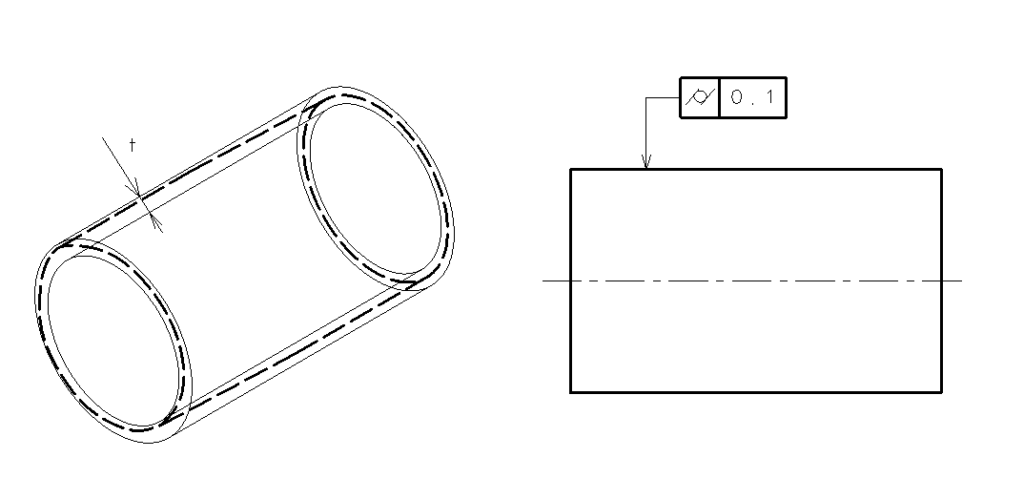
公差域は距離tだけ離れた同軸のふたつの円筒によって規制され、実際の円筒表面は半径距離で0.1だけ離れた同軸のふたつの円筒の間になければならない。
評価面全域がふたつの理想となる円筒内に収まっていなければならないことが図の説明でなんとなくわかりますね。
では具体的な管理値ですが、幾何公差の値には「Φ」はついていませんので、同軸度とは異なり直径ではありません。真円度と同じで管理すべき範囲は半径で示されています。つまり円筒度は真円度の概念を軸方向(3次元的)に適用させたものと考えるとわかりやすいです。とは言え規格幅が同じであれば「円筒度が規格内なら真円度も規格内」は言えなくもないですが、「真円度が規格内なら円筒度も規格内」とはなりません。くわしくは以下で説明します。
2.円筒度が大きい部品形状とは
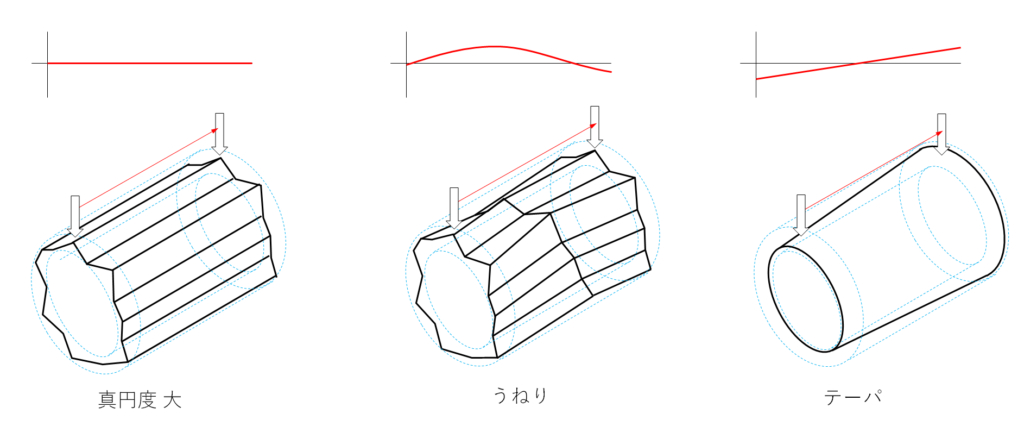
円筒度が大きい(悪い)円筒形状の部品は「真円度」「うねり」「テーパ」に分類することが出来ます。
2.1 真円度
図からわかる通り、円筒の真っすぐ度合いは良い状態ですが、真円形状が悪いです。そのため2つの円筒内に収めることができず、円筒度が悪いという判断になります。
ただしこの状態は厳密には円筒状態が悪いとは言いません。通常、円筒度などの幾何公差が悪いことがわかれば改善するようにしますが、この状態は円筒を改善しても円筒度は改善しません。真円状態を改善することが円筒度を良く(小さく)する唯一の手段になります。
2.2 うねり
「うねり」は円筒部品の軸方向形状に凹凸がある状態を示します。
真円度が良い円筒部品でも、軸方向の形状にうねりがあると円筒度は悪化します。またうねりに加え、真円度も悪い状態であると円筒度はさらに悪化しますが、このような状態になると何が原因で円筒度が悪化しているかがわかり難くなります。そのため円筒形状の1断面形状を確認して真円度、軸方向形状を確認してうねりの2成分を評価することで原因を特定すべきです。
2.3 テーパ
「テーパ」は量端面の円径寸法の差がある状態を指します。
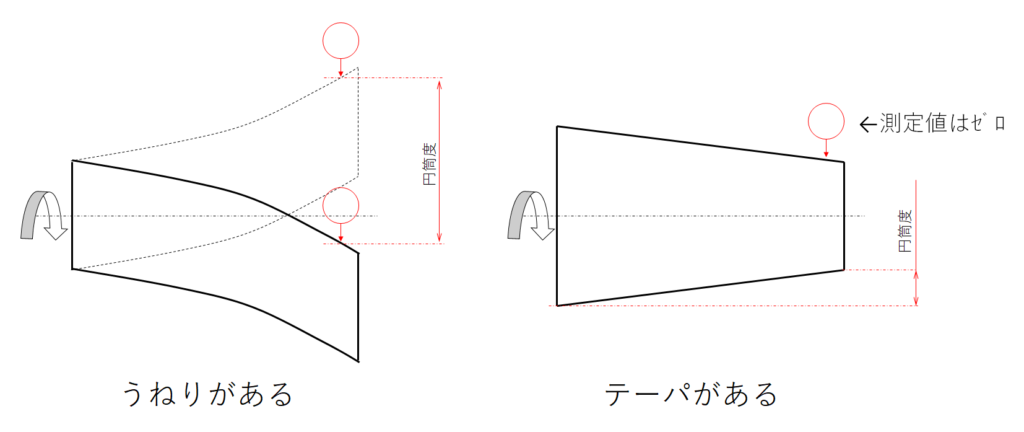
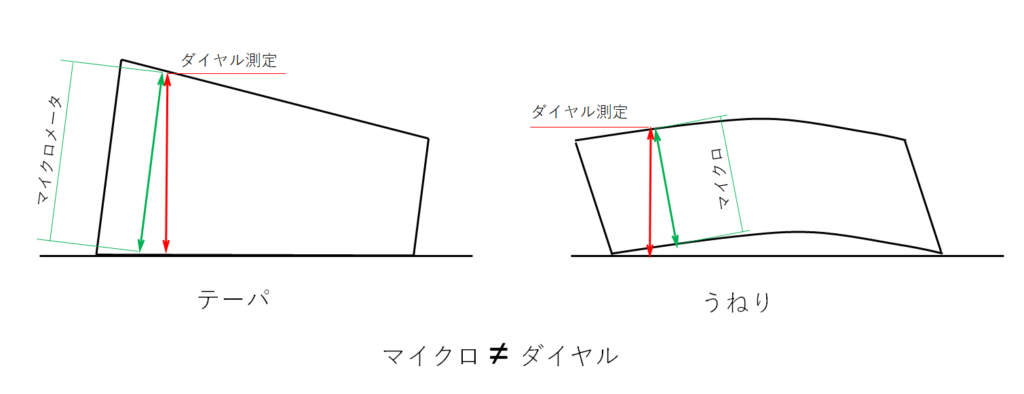
図のように左端の外径がマイナス、右端の内径がプラスである状態で、軸方向の形状は真っすぐでうねりはありませんが、両端面の半径寸法差が大きいことで理想となる円筒域に収まっていないことがわかると思います。
3.測定
円筒度は真直度や直角度と同じようにデータムの指示がありません。つまり基準となる軸や面がないため、測定時にその基準となるものを評価面上で設定しなければなりません。この設定の仕方は決め事がないため、「円筒度はこのように測定しなければならない」というものはありません。とは言っても、測定(評価)しない訳にはいかないので、測定方法を紹介しますが、上述したように100%正解の測定方法は存在しないので、部品の製造工程などを考慮して、自身で選定するようにしてくださいね。
3.1振れ
任意の一断面を基準とし、その基準を1回転させた時のもっとも遠い一断面の振れ量(最大最小差)を円筒度とします。具体的には片端面をVブロックで保持し、数度間隔で回転させ、その時の反対端面の振れ量を測定します。この方法は前述した「うねり」がある場合は有効ですが、「テーパ」を含んだ円筒度は評価できません。
また測定物(ワーク)が小さい場合、極端に長い場合など、位置決めがむずかしかったり、たわみが生じたりするため、汎用的な評価としては向いていません。
3.2寸法
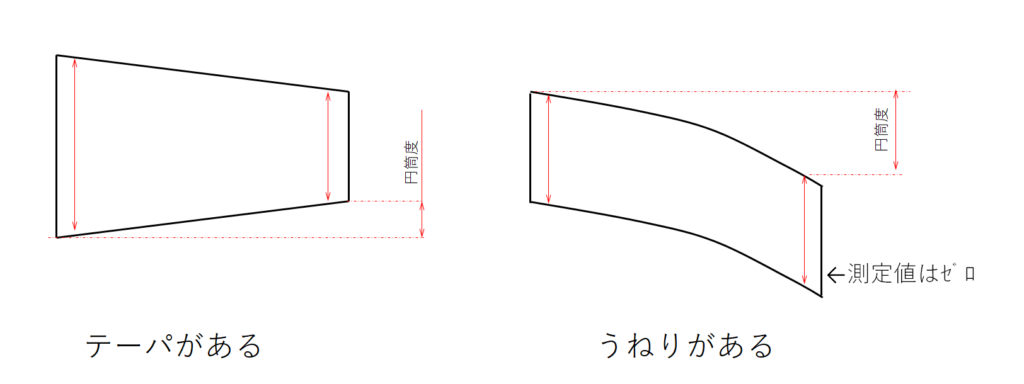
両端の外径または内径寸法を測定し、その寸法差の1/2を円筒度とします。
規格 円筒度:0.02の場合
例➀
左端の外径寸法:φ10.04 右端の外径寸法:φ10.01
円筒度 → (10.04-10.01)/2 = 0.015 [合格]
例②
左端の外径寸法:φ10.07 右端の外径寸法:φ10.01
円筒度 → (10.07-10.01)/2 = 0.030 [不合格]
この方法はできればマイクロメータやノギスのような、測定基準をもたない測定器で行いたいです。
ダイヤルゲージのような基準面を持つような測定方法であると、「うねり」「テーパ」を含んでしまい、評価したい値よりも小さい円筒度の値となることがあり得ます。
なお、こちらの測定方法も万能でななく、うねりを含んだ円筒度であると測定値として反映されません。
3.3ゲージ
内径であればピン、外径であればリングに部品を入れ、通り止りで円筒度を評価できます。しかし、通り止りで評価するためさまざまな寸法のピンやリングが無くてはならず、ラフな寸法単位であると高精度な円筒度は評価できません。またピンやリングの長さも測定物に合わせて、準備する必要があるため、ゲージで正確な値を知ることは困難です。そのため、寸法規格幅と円筒度の規格範囲が同程度であればゲージは検査(合否判定)としては有効です。
3.4真直度測定機、3次元測定機
以前の記事で紹介したように、「真直度測定機」「3次元測定機」であれば、「うねり」「テーパ」も含んだ測定ができます。具体的な測定方法は測定器メーカーのマニュアルを見てもらうしかありませんが、共通して言えることは、とても多くの数量を測定できるような方法でもなく、加工現場で測定することはほぼ不可能です。このように円筒度を正しく評価するためにはそれなりの測定機や時間が必要とされます。
そのため実際の加工現場では、段取りワークや試作ワークを「真直度測定機」「3次元測定機」で評価し、量産では定期的に「振れ」「寸法」「ゲージ」などでで測定することが望ましいと思います。「真直度測定機」「3次元測定機」などの高価な測定機がないという場合は、「寸法」で評価し「うねり」を別の異なる測定器で真直度の評価をすればよいでしょう。
4.まとめ
・円筒度は真円度や同軸度とは異なり、直径で評価しないため、規格にΦはつかない
・円筒度が大きい(悪い)円筒形状の部品は「うねり」と「テーパ」を含んでいる。
・「振れ」「寸法」いずれの測定方法も正確な測定方法ではなく、「真直度測定機」「3次元測定機」が必要。
・合理的な方法としては「寸法」で円筒度を評価し、別の異なる測定方法で真直度を評価すべき。
このように円筒度は真円度を3次元的に評価したもので、図面を書く際は円筒度だけで十分(円筒度が規格内なら真円も規格内)と考えがちです。考え方としては間違ってはいないのですが、実際の加工や測定の立場で考えると、真円と円筒を同時に評価することはとてもむずかしいです。そのため真円度規格と円筒度規格はそれぞれ別々に定めた方が現場としては管理しやすいです。私の経験上では両端のXY方向の寸法を測定し、XYの差を真円度、両端の寸法差を円筒度として評価すると、現場での管理はしやすくなりますよ。
以上です。

コメント