




前々回の記事でも焼戻しは「焼入マルテンサイト」を「焼戻マルテンサイト」に変態させ、硬くて粘り気のある組織にすることが目的と説明しました。そのため、焼入れをしたら焼戻しはセットみたいなものです。しかしながらこの「焼戻し」は役割があまり重視されてなく、焼入れ後に少し温めるもの程度の理解しかされていないことが多いです。わたしも同じで焼戻しがどれだけ重要かをほとんど理解していませんでした。過去に焼戻しを甘く考え、痛い目にあった経験から今回の記事を作る事で、その重要度を再認識することができましたので、皆さんにもぜひ共用したいとおもいます。
まず基本的な知識は以前の記事で理解していることを前提として、今回は説明したいです。
↓前回の記事でおさらい↓
https://www.taikick2020.com/netsushori1/
1. 焼戻しの種類
焼戻しには大きく、低温焼戻しと高温焼戻しがあります。
一般的な焼戻しは低温焼戻しを指し、調質と呼ばれるのが高温焼戻しを示します。どちらも焼入れ後に行うことが前提の熱処理になります。
2. 低温焼戻し
2.1 低温焼戻しとは?
低温焼戻しは150~250℃を1時間程度保持した後、空冷することで、焼入れ後に得られた硬さをあまり減らすことなく、残留応力と組織の安定化を図ることができます。特に炭素量が0.6%を超えるような切削工具、測定機器、金型、軸受…などで使用される鋼が対象となることが多く、硬さや耐摩耗性を必要とする金属材料に行われます。そのため、光輝(無酸化)焼入れ、浸炭焼入れ、高周波焼入れの後にこの低温焼戻しが行われるのが一般的です。
2.2 焼戻しで得られる組織とは?
焼入れした直後の焼入マルテンサイトは麻の葉、針状の見た目をした金属組織であり、硬いが脆い組織であるため、焼戻しをすることで焼戻マルテンサイトに変態させることができます。それにより、硬くて高いじん性を得ることができます。またこの焼戻マルテンサイトに変態させたことで金属内部に溜まった応力が解放され、後工程での変形も防ぐことが期待できます。次に焼入れした組織にはマルテンサイトの他に残留オーステナイトという組織も残存します。この残留オーステナイトにも不安定残留オーステナイトと安定残留オーステイナイトがあり、不安定なものは加熱、冷却をしなくても時間経過と共にマルテンサイトに変態します。この不安定な残留オーステナイトを焼戻しをすることで、一部はマルテンサイトに、一部は安定残留オーステナイトになります。
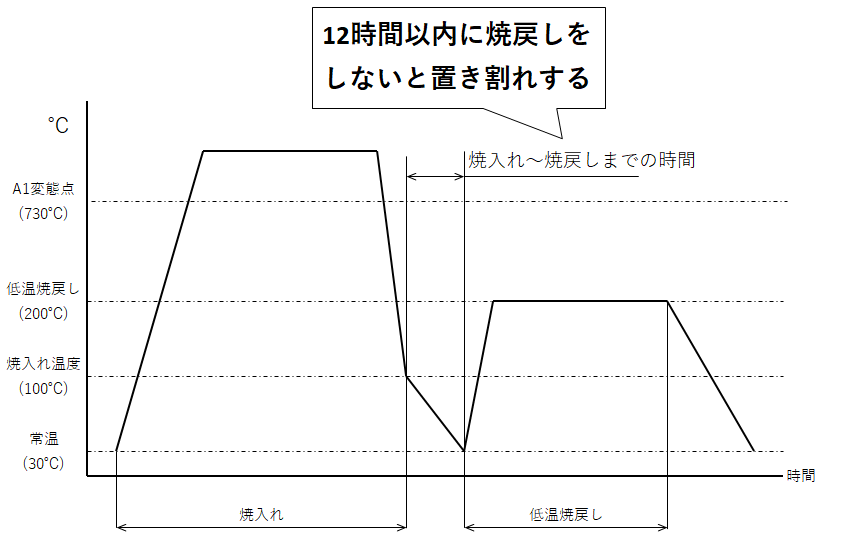
2.3 置き割れを防ぐ
焼入れした直後は不安定残留オーステナイトがほとんどであるため、加速度的にマルテンサイト化が進行するため、金属の体積が膨張します。加えて、焼戻しをしていない焼戻しマルテンサイトはじん性がひくいため、体積膨張に耐えきれないような、肉厚な形状のものは割れることがあり、これが置き割れと呼ばれています。この置き割れを防ぐために焼入れから焼戻しまでの時間を短く管理しなければなりません。そのため、一般的には半日程度、最低でもその日までには焼戻しを完了させなければなりません。
2.4 残留オーステナイトを管理するには、、、
ここで注意をしなければならないのは、残留オーステナイト量は焼入れ後の金属材料そのものの温度によって、その割合が変わるということです。
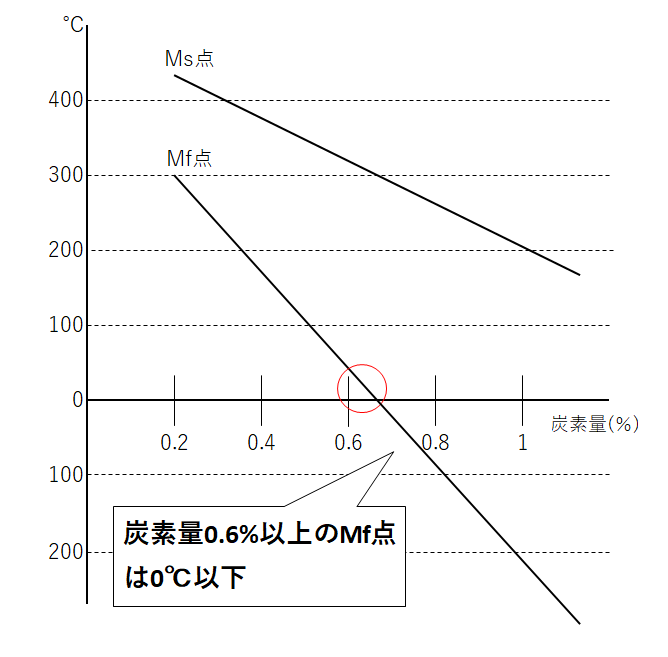
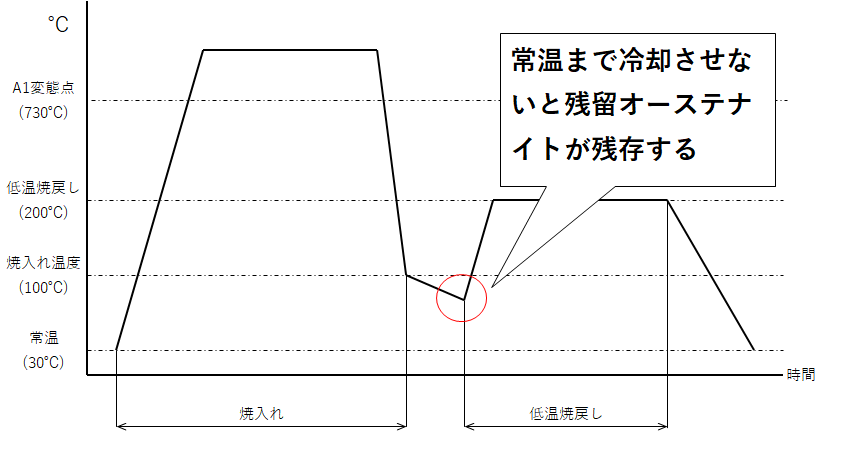
上記、図からわかるようにMs点(マルテンサイトに変態し始める温度)、Mf点(マルテンサイトへの変態が終わる温度)は金属そのものがもつ炭素量によってかわります。炭素量が0.6%を超えるような金属は0℃以下までに冷やす必要がありますが、Mf以下であっても残留オーステナイトはゼロにすることは難しい上、少量でも残留オーステナイトがあることで、狙ったじん性を得ることができます。そのため残留オーステナイト量を管理するため、0.6%を超えるような高炭素鋼は焼入れから焼戻しまで、常温(30~40℃)になるまで冷却させた後に焼戻しを行うことが一般的です。
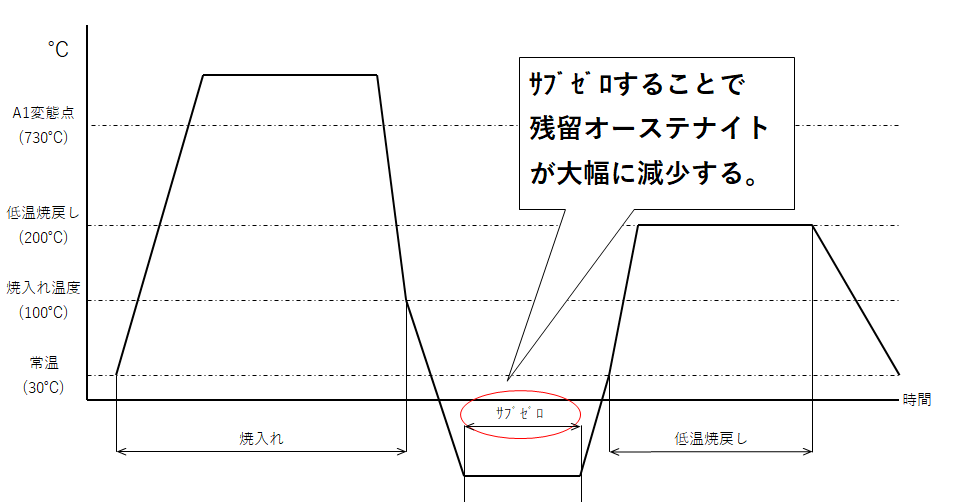
冷却する方法は扇風機や冷房に当てたり、油や水につけて自然乾燥させたり、いろいろな方法が取られていますが、金属材料の形状によっても芯部まで冷却できないと残留オーステナイト量を減少させることはできませんので、形状に合わせて冷却方法を検討する必要があります。しかし、金型など肉厚なものは完全に冷却することができないため、液体窒素を使用して強制的に0℃以下に冷すようなサブゼロ処理をしたりします。
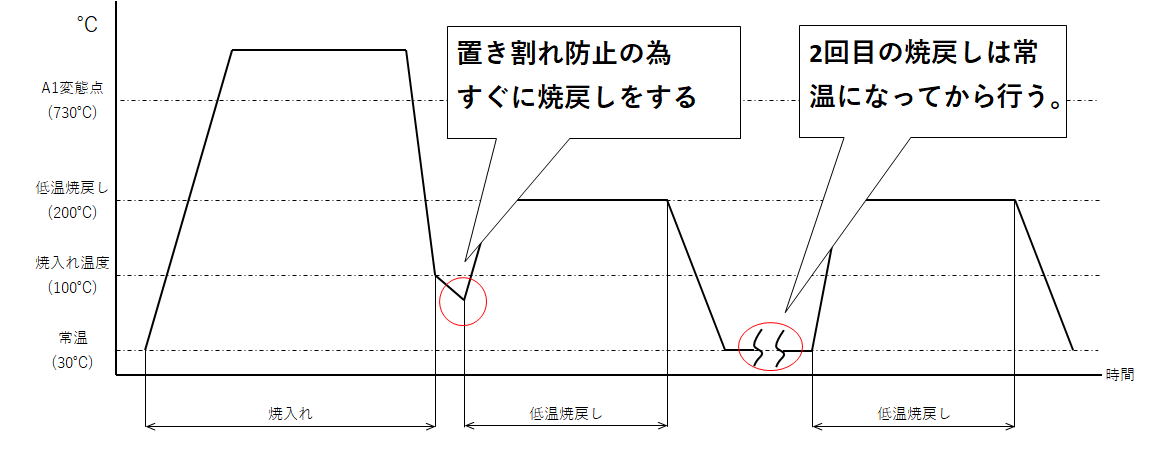
2.5 常温までの冷却時間で置き割れの発生を防止するには?
金型などの肉厚で残留オーステナイトを減少させたいものは、常温まで冷却させると置き割れする可能性が高いため、すぐに焼戻しをしなければならず、この場合は焼戻しを2回します。1回目の焼戻しは置き割れ防止として行うため、常温まで下げないですぐに焼戻しを行い、その後、1日置いてから常温に冷却させた後に焼戻しを行う方法が取られます。
3. 高温焼戻し
3.1 400~500℃ 550~650℃ の2種類の高温焼戻し
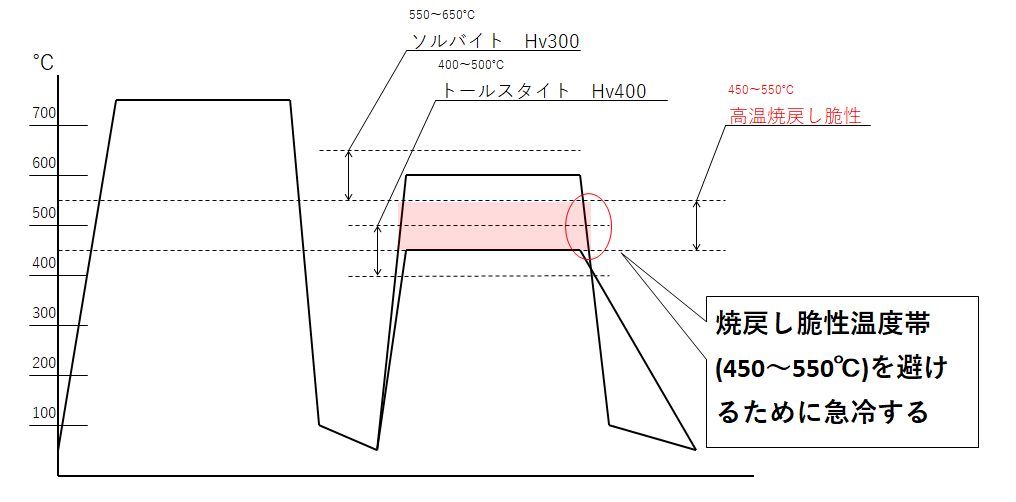
主に高温焼戻しは、焼入れ硬さは大きく減少するがじん性を高くすることを目的として行われ、歯車、刃物、ばね、ボルト、治工具などの製品に適用されることが多いです。また高温戻しは必要な物性に応じて「400~500℃」「550~650℃」温度帯に大別されます。「400~500℃」の温度帯はトールスタイトと呼ばれる組織を得ることができ、Hv400程度の硬さを残すことができます。一方、「550~650℃」の温度帯はソルバイトと呼ばれる組織を得ることができ、Hv300程度の硬さを残すことができ、トールスタイトよりもじん性が高いです。なお、これらの高温焼戻しは硬さや物性を変えることから調質と呼ばれます。
3.2 高温焼戻し脆性
この高温戻しで注意が必要なのは高温焼戻し脆性という現象です。脆性(脆化)とは鋼が脆くなる現象を示すため、ばね、ボルトなどの高いじん性が必要な用途で作られるものは、わずかな衝撃で折損するといったような致命的な欠陥は避けなければなりません。焼戻し脆性は低温焼戻し脆性250~350℃、高温焼戻し脆性450~550℃の温度帯で発生します。いずれもこの温度帯での焼戻しを避けることでこの現象をさけることができます。焼戻し脆性は一度高温で焼戻しをすれば、この条件で焼戻しをしても脆化することが避けられるため、この温度帯を通過しても問題がありません。しかし高温焼戻しと高温焼戻し脆性温度は温度帯が近いため、焼戻し後の徐冷で脆化することが考えられます。そのため高温焼戻しを行うときは空冷ではなく、焼入れと同じように急冷させなければなりません。
4.まとめ
- 一般的な組織を安定させる目的としての焼戻しは低温焼戻しをしめす(150~250℃)
- 置き割れ防止として焼入れ~焼戻しまでの時間は12時間以内とする。(最低でも24時間)
- 焼戻し投入時の金属材料の温度を常温以下にすることで残留オーステナイト量が管理できる。
- 強制的に残留オーステナイト量をマルテンサイト化するにはサブゼロ処理が必要。
- 置き割れも残留オーステナイトも管理したい場合は2度、焼戻しをする。
- 高温焼戻しは「400~500℃」「550~650℃」温度帯に大別され、それぞれHv300とHv400の硬さを狙った条件である。
- 高温焼戻し「550~650℃」の条件では焼戻し脆性温度帯(450~550℃)を避けるため、焼入れと同じように急冷させる。
以上です。

コメント
こんにちわ
2.3 置き割れを防ぐについて御質問があり、御連絡させて頂きました。
「一般的には半日程度、最低でもその日までには焼戻しを完了させなければなりません。」と記載がありましたが、本文のロジックと参考文献等をご教示頂けないでしょうか。
宜しく御願い致します。
ハーメルン
残留オーステナイトがマルテンサイト化することで、体積変化が発生し、割れに至ります。焼入れ後のマルテンサイト化は時間経過と共に進行し、その変化量は初期ほど大きく、後期では小さくなるそうです。そのため、初期時に焼入れ残留オーステナイトから焼戻し残留オーステナイトに変化させることで、組織が安定し、マルテンサイト化を防ぐことで割れを防ぎます。ただし、材質や形状、焼入れ温度などで、大きく変わるため、一日以内というのは目安程度と捉えています。