




金属、機械加工のモノづくりを行うには、避けては通れない熱処理ですが、本当にむずかしく理解しにくいです。筆者であるわたしもかなり怪しいですが、基本的なことは理解しているつもりです。
基本がわからない状態で、専門的な話をされても、総合的に理解ができず、「そういうもの」っていう理解しかできないんです。特に熱処理はあまり理解していない中途半端な人から中途半端な説明を受けることが多く、混乱することが多いんですよね。まずは簡単なことがわかるようになりましょう。
1.熱処理とは
熱処理は「硬くする」「柔らかくする」が主な目的で行われます。金属が硬くなったり、やわらかくなったりする物性は金属に含まれる炭素、マンガン、リン、硫黄などの成分も影響しますが、それよりも金属組織の状態で大きく変化します。
「ん? 金属組織ってなに?」
わかります。
よくわかりますその気持ち。
ここでアレルギー反応ですね。もう少し見てください。
まずは金属組織は人間で言うと細胞みたいなものと思ってください。
人間の体調(状態)は悪い細胞だと体調が悪く、良い細胞だと体調が良いですよね。金属も同じで金属の状態を知るためには細胞(組織)をみればわかるんですね。
金属の細胞(組織)を見るためには、金属表面を磨いて、顕微鏡で拡大すると見ることができるんです。
金属は加熱する温度、冷却する速度によって、組織が変わる特性があります。
そのため金属を硬くしたい、やわらかくしたい場合は、熱を与えて、組織を変態(変える)させるのですが、これが熱処理と呼ばれる行為なんです。
まとめると、熱処理とは
「金属に熱を加えることで、金属組織を変態させ、物性(硬い、柔らかい)を変えること」なんですね。
2.金属組織の種類
いろいろな組織がありますが、理解してほしいのは5種類です。
「5種類も!」って思いました?
じゃあ減らして、3種類にしましょう。
「柔かい組織」 :パーライト(フェライト、セメンタイト) 「硬い組織」 :マルテンサイト 「途中の組織」 :オーステナイト
2.1「柔かい組織」
柔かい組織はパーライト、フェライト、セメンタイトの3種類があります。
この組織の違いは炭素量で変わります。炭素量が少ないものがフェライト、炭素量が多いものがセメンタイト、フェライトとパーライトが混ざり合ったものがパーライトです。
炭素は顕微鏡でみると、黒っぽく見え、逆に炭素量が少ないと白っぽく見えます。
パーライトは察しの通り、黒と白が混ざったような感じです。
ここまでの説明で「柔らかい組織は3つあるんだな」と理解してしまいそうですが、実際の金属組織を観察すると3つの組織が入り混じっているような状態なので、見かけはほとんどパーライトです。
どういう事かと言うと、金属の炭素量によって、3つの組織の割合が変わります。
以下、図のような感じで、炭素0.77%であればほぼパーライトでそこを基準にフェライトとセメンタイトの割合が変わるんですね。
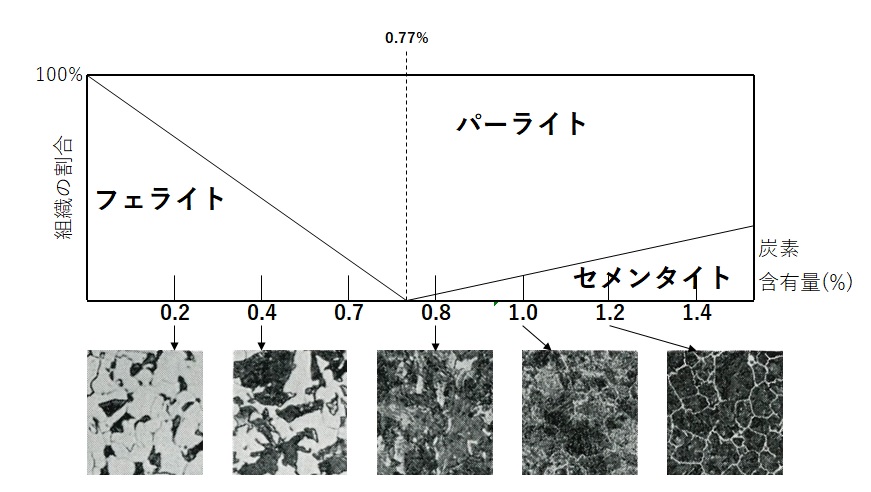
なので、組織画像を見ただけでは、これはフェライト!パーライト!セメンタイト!って明確に分類することはかなり稀なケースなんです。
基本は「柔らかい組織=パーライト」の理解でよいですが、フェライトよりのパーライト、セメンタイトよりのパーライトっていう感じで組織を見ることで炭素量の割合がわかるようになります。
2.2「硬い組織」
金属が硬くなるにはマルテンサイト組織になる必要があります。同じことですが金属が硬いのは組織がマルテンサイトであると言えます。マルテンサイトの硬さは炭素量と比例関係であるため、炭素量が増えれば、増えるほどマルテンサイトの硬さが増し、炭素量が0.6%を超えると硬さはほぼ一定になり、およそ※HRC62~65程度までに達します。 ※HRC(ロックウェルCスケール)は硬さの単位です。
あくまで上限の硬さには限界があるということで、0.6%より1.0%の方が焼入れがし易く、硬くなりやすいですが、炭素が多い程に無尽蔵に硬さが増すわけではないと理解してください。
マルテンサイトは金属をA1変態点(730℃)と呼ばれる温度までに加熱し、急冷することで得ることができます。この時、急冷する速度が早ければ早いほど、マルテンサイトになる割合が増え、硬くなりやすくなります。日本刀を作る映像を見ると、熱して赤くなった刀を水に浸す場面がありますが、これは「刃の部分を硬くするために組織をマルテンサイト変態させている」ってことがわかりますね。
下図はよく見かける炭素系平衛状態図ですが、まったく理解できないですね。
でも安心してください。知る必要があるのは右図だけです。
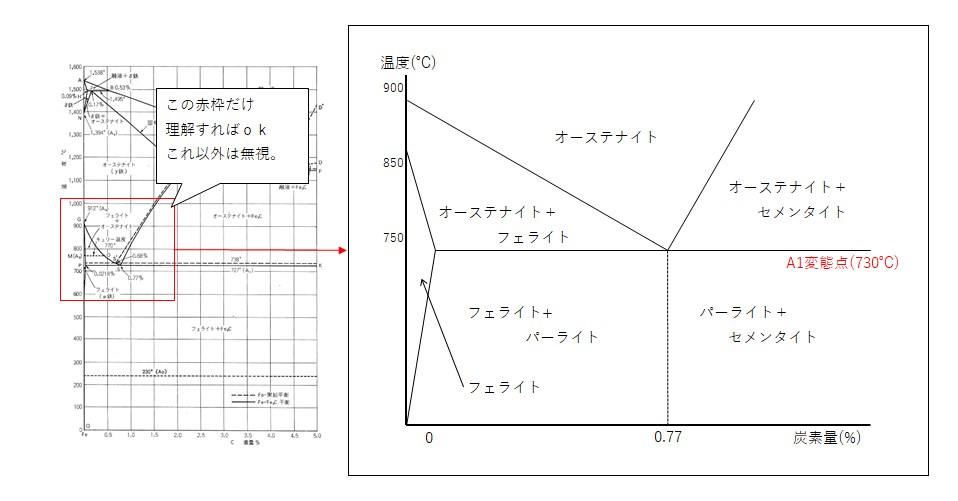
炭素量1.0%以下が一般的な炭素鋼であり、熱処理も1000℃を超えるような処理はないため、この図で見なければならないのは赤枠の中だけです。他は無視しても問題ありません。
赤枠内を切り抜くと右図のようになり、柔らかい組織はA1変態点を境にすべてオーステナイトを含む組織に変態しているのがわかりますね。このオーステナイトがマルテンサイトになるのですが、詳しくは以下で説明します。
2.3「途中の組織」
金属を硬くするにはマルテンサイト組織にすると説明しましたが、組織がマルテンサイトになるには、一旦オーステナイトという組織になる必要があるため、金属が硬くなるには組織が
「 柔かい組織 → 途中の組織 → 硬い組織 」の過程を経らなければいけません。
この途中の組織がオーステナイトと呼ばれるもので、ここで言う途中というのはマルテンサイトに変態する前、つまり冷却する前を指します。そのため、オーステナイトは冷却する前のA1変態点(730℃)以上で存在する組織ということになります。よって、常温下ではオーステナイト組織は存在していないため、顕微鏡で観察してもわからないんです。
ただし、残留オーステナイトと呼ばれる冷却によってマルテンサイトになりきることができなかったはぐれオーステナイト組織だけは常温下でも観察することができるんです。
3.熱処理方法
熱処理の目的として、主に「硬くする」「柔らかくする」「組織を安定させる」があります。
それぞれの目的に応じて、熱処理方法(加熱方法、冷却方法)が変わります。
3.1硬くする熱処理~焼入れ~
焼入れは金属を硬くすることを目的とします。前述したとおり、硬い組織はマルテンサイトであり、マルテンサイトはA1変態点(730℃)を超えた状態から冷却すると変態します。この冷却速度が速ければ速い程、マルテンサイト組織が増し、硬さが増しますが、逆に変態した組織が増すほど、歪が生じ、変形や割れなどが生じる可能性が高くなります。
そのため、焼入れは必要な硬さと歪量を調整するため、冷却方法を工夫します。
一般的には50~200℃くらいの油を使用しますが、水を使用することもあります。また焼入れ層(焼入れ油が入った浴槽)にはかくはん機、温度計、ヒーターが設置されていることが多く、常に温度調整された状態を保てるようにしています。
焼入れの詳細は下の記事を参照してください。
https://www.taikick2020.com/h2/
3.2柔らかくする熱処理~焼鈍、焼なまし~
焼入れとは逆に金属を柔らかくする熱処理もあり、焼鈍や焼なましなどと言われます。(どちらも同じような意味なので、説明は焼鈍で統一します)
金属を硬くするにはオーステナイトを急冷してマルテンサイトに変態させると理解できていますね。
この急冷が急ではなく、ゆっくり冷すとマルテンサイトになりにくく、柔らかくなります。これが焼鈍で、A1変態点を超えて、極めてゆっくりと常温に冷えると組織は材料そのもののがもともと持つ常温下での柔らかい組織に戻ります。つまり材料の炭素量に応じて、柔かい3種類の組織(フェライト、パーライト、セメンタイト)に変態させることを焼鈍と言います。
熱間鍛造と言われる加熱した状態の金属を叩いたり、伸ばしたりする加工がありますが、これは加熱させるので金属に数%の途中の組織であるオーステナイトに変態するため、常温下でもマルテンサイト組織や残留オーステナイト組織が残存することがあります。そのため金属は中途半端に硬くなったり、部分的に硬くなったりします。焼鈍はこれら組織を一旦リセットすることで欲しい組織で均一にし、均一な硬さを得ることができたり、金属に残存する応力を除去する役割もあります。
焼鈍のくわしくは下の記事を参照ください。
https://www.taikick2020.com/4-2/
3.3組織を安定させる熱処理~焼もどし~
上述したオーステナイト、マルテンサイトは加熱させたり、急冷したりすることで得ることができる組織です。基本的には常温下では存在しない組織から無理矢理作り出したものなので、これらの組織は不安定なものです。ここで言う不安定な組織とは応力が残存し外力が加わることで変形したり、外温環境による組織変態が起こりやすい状態を指します。まずマルテンサイトは焼入れして生成したばかりであると、焼入マルテンサイトと呼ばれる硬いが脆い組織なので、そのままの状態を製品とすると脆いことで意図せずにボキっと折れたり、使用上の問題が生じるケースがあります。そのため焼もどしを行い、焼入マルテンサイトから焼戻マルテンサイトに変態させ、硬さは若干下がるものの硬くて粘り気のある組織にします。
次にオーステナイトは、焼入れが完全でないと常温下では残留オーステナイトとして不安定な状態で残存します。この残留オーステナイトは常温下では徐々にマルテンサイトに変態する性質があります。組織の体積は「マルテンサイト>オーステナイト」であるため、残留オーステナイトが時間経過と共に徐々にマルテンサイトに代わることで製品そのものの体積が膨張します。これを時効変化、経時変化とも呼ばれ、精密加工された製品の寸法が時間と共に変化する困った現象が発生します。焼もどしをすることで残留オーステナイトが不安定から安定した状態となり、常温下でマルテンサイト変態しにくくなります。さらに焼もどし温度以下であれば、最終的な製品となる部品の使用環境温度による組織変態、硬度低下、応力開放による歪などが発生しにくくなります。
なお焼もどしは温度が高くなればなるほど硬さは低下し、じん性が増します。そのため、焼もどしは高い硬さを得るための150~250℃の低温焼戻し、強いじん性が必要な場合は400~600℃の高温焼戻し(調質とも呼ばれます)の2種類に大別されます。
補足~焼もどしの注意点~
焼入れした直後は残留オーステナイトが不安定な状態がピークであるため、加速的に常温下のマルテンサイト変態が生じるため、焼入れした状態を何時間も放置するとクラックが生じたり、割れたりする「置割れ」という現象が発生しやすくなります。それを防ぐため、焼入れ~焼もどしまでの時間は12~24時間以内に完了させるように管理されるのが一般的です。
詳しい焼き戻しの説明は下を参照してください
https://www.taikick2020.com/h3/
4.まとめ
・熱処理とは熱を加えることで、金属組織を変態させ、物性(硬い、柔らかい)を変える行為。 ・「柔かい組織」パーライトは炭素量でフェライト、セメンタイトの割合が変わる組織である。 ・「硬い組織」マルテンサイトはA1変態点(730℃)から急冷することで得られる。 ・「途中の組織」オーステナイトはA1変態点以上で存在し、常温下では残留オーステナイトでしか存在しない組織。 ・焼入れはA1変態点から急冷しマルテンサイトを得る熱処理方法。 ・焼鈍(焼なまし)はA1変態点からゆっくり冷すことで、元々の柔かい組織することで応力、不安定組織、硬さをリセットする熱処理方法。 ・焼もどしをすることで脆い焼入マルテンサイトから硬くて粘り気のある焼戻マルテンサイトを得ることができる。 ・焼もどしをすることで、不安定残留オーステナイトが安定残留オーステナイトに変化し、時効変化が生じにくくなる。 ・焼入硬さを保つ場合は低温焼戻(150~250℃)、硬さは低下するがじん性が必要な場合は高温戻(400~600℃)を行う。
どうでしたか?
熱処理は少しはわかったんじゃないでしょうか?
わたしは大学時代「熱処理工学」なるものを受講していましたが、なにがなにやらさっぱりわかりませんでした。それにすこしも興味を持てなかったんです。
しかし、仕事で熱処理を知る必要性がでてからは、いろいろと調べたり、聞いたりして、なぞのキーワード達が徐々に理解することができ、少し興味が持てました。人間こんなもんですよね。
以上です。


コメント
すべてを統べるCCSCモデル。
このあたりがカチッとした経済産業のコア技術であることは間違いない。半導体なんかの製造装置もこの原理を利用した部品がたくさんある。AIにしろバイオにしろ社会実装するならここを通らねばならない。ここを通らず社会実装した代表はITやハイテクなんだろうけど、SDGsを意識した科学技術的な開発たとえばモビリティなんかも必ずここを通る。
いつも、当ページをご覧いただき、ありがとうございます。
そうですね。その通りです。
製品開発を行うと結局は避けては通れないのが、材料ですね。
わたしもいろいろな問題や壁にぶつかった時に、結局は基礎や原理原則を理解していないことが最大の原因であり、問題解決の近道であることに気が付くことがよくあります。
最近では実用性能では自動車の冷間のハイテン成形プレス技術でGPa越えが相次いで報告されていますね。翻って考えてみるとやはり、プロテリアル
(旧日立金属)製のマルテンサイト鋼の頂点に君臨する高性能冷間ダイス鋼(特殊鋼)SLD-MAGICの登場がその突破口になった感じがしますね。今で
はよく聞く人工知能技術(AI:ニューラルネットワーク)を使ったCAE合金設計を行い、熱力学的状態図解析によって自己潤滑性を付与したことが功を
奏した話は業界で特に名古屋では有名ですからね。軸受、歯車、圧延ロール、減速機、摺動機械部品の基本的な摩擦係数にかかわるはなしがこうだか
らCAE技術もさらなる可能性に満ち溢れているということでしょうね。タコツボ組織化しがちなトライボロジー研究でボールオンディスクを横串力と
するCCSCモデルという提案も素晴らしいものでした。
学振の第172委員会にいた方ですね。
NIMSなんかとも連携して、国プロたちあげればいいのに。
プロの魂、プロテリアルか。特大ホームランはプロ野球でいうと殿堂入りってとこかな。
それにしても学協会からの表彰ないんじゃない。まあ経済産業大臣とか文部科学大臣からの表彰あるみたいだけど。
まあでもグリーントライボロジーはDXテクノロジー投資の対象になりつつありますからね。
いずれにしても福沢桃介を祖としたD社の百周年記念の盛り上がりを一気に蹴散らした格好になりましたね。百年に一度の発明か。
まあトライボロジーというものは考えてみるととても横断的な学問で鉄道、電力、航空機、船舶、化学プラント、産業インフラ、自動車、製鉄機械、金型産業ととても広く、その激戦区である自動車で燃費偽造問題があったように少しの性能差でシェアーが変わる可能性を持っているので技術を秘匿する傾向も強いが、今後の循環型社会を考えるとこういった状況でよいのかということがある。
そういったなかCCSCモデルはトライボロジーにおける核心である境界潤滑領域における基本的な一般則を提示したのはこの領域の活動におけるあらたな科学的アプローチを示したのであって、これをうまく国際スタンダード化戦略に整えることができれば、日本の国際的プレゼンスが高まる可能性を秘めている。
人工知能や熱力学の専門家でアルゴリズム革命の旗手とも呼ばれている久保田邦親博士ですね。土木学会誌オ関係のGXについて執筆されていました。今、日本の問題を解決することこそがグローバル競争力を高めることにつながると考えて、森林の経済への戦力化のためのロボティクスの開発に言及されていました。
最近はChatGPTや生成AI等で人工知能の普及がアルゴリズム革命の衝撃といってブームとなっていますよね。ニュートンやアインシュタイン物理学のような理論駆動型を打ち壊して、データ駆動型の世界を切り開いているという。当然ながらこのアルゴリズム人間の思考を模擬するのだがら、当然哲学にも影響を与えるし、中国の文化大革命のようなイデオロギーにも影響を及ぼす。さらにはこの人工知能にはブラックボックス問題という数学的に分解してもなぜそうなったのか分からないという問題が存在している。そんな中、単純な問題であれば分解できるとした「材料物理数学再武装」というものが以前より脚光を浴びてきた。これは非線形関数の造形方法とはどういうことかという問題を大局的にとらえ、たとえば経済学で主張されている国富論の神の見えざる手というものが2つの関数の結合を行う行為で、関数接合論と呼ばれ、それの高次的状態がニューラルネットワークをはじめとするAI研究の最前線につながっているとするものだ。この関数接合論は経営学ではKPI競合モデルとも呼ばれ、トレードオフ関係の全体最適化に関わる様々な分野へその思想が波及してきている。この新たな科学哲学の胎動は「哲学」だけあってあらゆるものの根本を揺さぶり始めている。こういうのは従来の科学技術の一神教的観点でなく日本らしさとも呼べるような多神教的発想と考えられる。
「材料物理数学再武装」なつかしいですね。熱処理時マルテンサイト変態をさせる時のの冷却速度の指標となる半冷時間を導出する際の非定常伝熱工学の基礎方程式(鋳造工学ではクボリノフの式と等価)が実は、確率分布の正規分布と等価であり、その根源は等確率の原理にあるとする部分は目からウロコだったのを覚えています。